


小导管冲孔机机械主要部件:电器部件:采用台湾圌台达可编程控制器、伺服电机、伺服驱动器与连接件滚珠丝杆:台湾产TGB进口丝杆直线导轨:台湾产HIWIN进口导轨送料滚轮:采用中空,表面镀硬铬,表面处理到60°(HRC)。●可以接连出产任何形状的产品,而不需要机械上的调整;在批改曲折视点时也不需要中止加工。传统工艺比较:●箍筋的传统加工工艺一般是使用单机将盘圆钢筋经过调制、堵截、弯箍等工序而散布完结。其工艺较为落后,不能满意现代施工进度的需要,且很多糟蹋方才、占用较大的空间、用工多、出产率低、箍筋尺度精度和形状精度差。 建贸机械为客户提供优质的产品和良好的服务,携手合作,共谋发展! 钢筋放线机构设置在移动旋转驱动机构一侧,主筋固定装置由将主筋一端固定的主筋固定器和用于架设主筋的主筋导管组成,主筋固定器设置在移动旋转驱动机构上,主筋导管设置在固定旋转驱动机构上,钢筋笼绕筋机主筋固定器和主筋导管是密布并且相对应的穿孔;焊接机械手安装在主筋导管一侧;随着科学技术的日益进步,工程机械将会发生翻天覆地的变化,在过去的施工中,钢筋笼采用手工轧制或手工焊接的,除了效率低下外,主要的缺点是制作的钢筋笼差,设备尺寸不规范,影响到工程建设的工期与钢筋加工主要包括钢筋的剪切、矫直、强化冷拉延伸、弯曲成型、滚焊成型、钢筋的连接、焊接钢筋网等。全自动钢筋笼绕筋机是将这些设备有机的结合在一起,使得钢筋笼的加工基本上实现机械化和自动化,了各个环节间的工艺时间和配合偏差,大大了钢筋笼成型的和效率,为钢筋笼的集中制作、统一配送提供了奠定了良好的技术和基础。同时,全自动钢筋笼绕筋机的使用将大大的减轻操作人员的劳动强度,为施工单位创造良好的经济效益和社会效益。全自动钢筋笼绕筋机的使用,开创了钢筋笼加工的新局面,是今后钢筋笼加工的发展方向。
数控钢筋弯箍机是我公司吸取了国内外先进、先进技术的基础上结合HRB400钢筋的实际情况进行设计研制的。该机可以对Φ6—Φ12HRB400热轧带肋钢筋、HRB400热轧带肋钢筋、光圆钢筋和冷轧带肋钢筋进行弯曲剪切。钢筋直螺纹剥肋滚丝机床,将钢筋端部一次进给剥肋滚扎成型。操作简便、可靠,并且能实现按调定的直径和长度到位停机、反转退回。本机采用内结构,其冷却效果更佳。加工某种规格的钢筋只要调定好设备,便可连续加工。钢筋笼绕筋机-技术钢筋笼接长时在确保连接垂直的基础上要加速焊接速度,尽或许会缩短沉放时间,这有利于钢筋笼顺利吊放以及孔底沉渣量;其它,应确保钢筋笼垫层保护块不漏放,钢筋笼垫层保护块好作成半径为垫层厚度的导轮,这既能垫层厚度要求,又能够对孔壁性的。焊接问题是钢筋笼制作里一个比较突出的问题。①碰焊接头错位、弯曲。错位主要是由于碰焊工工作量大,注意力不集中引起的问题,经过提醒并且不定期的抽样检查,碰焊有了明显。②钢筋笼焊接时的咬肉问题。这个问题的产生主要是因为民工队伍技术水平不到位,许多是生手,其次是因为由于电焊工数量不够,由一班人加班加点,疲劳引起的问题。如果更换生手并且配足电焊工的话,问题就会解决。钢筋笼成型机主机是采用传动原理---即钢筋笼平置于2组橡胶动力托辊之间转动,小车载着线材平行于主机匀速行进,产生螺旋状绕筋,中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产全。模板可根据不同工程钢筋笼的设计进行更换客户自已找地方制作。

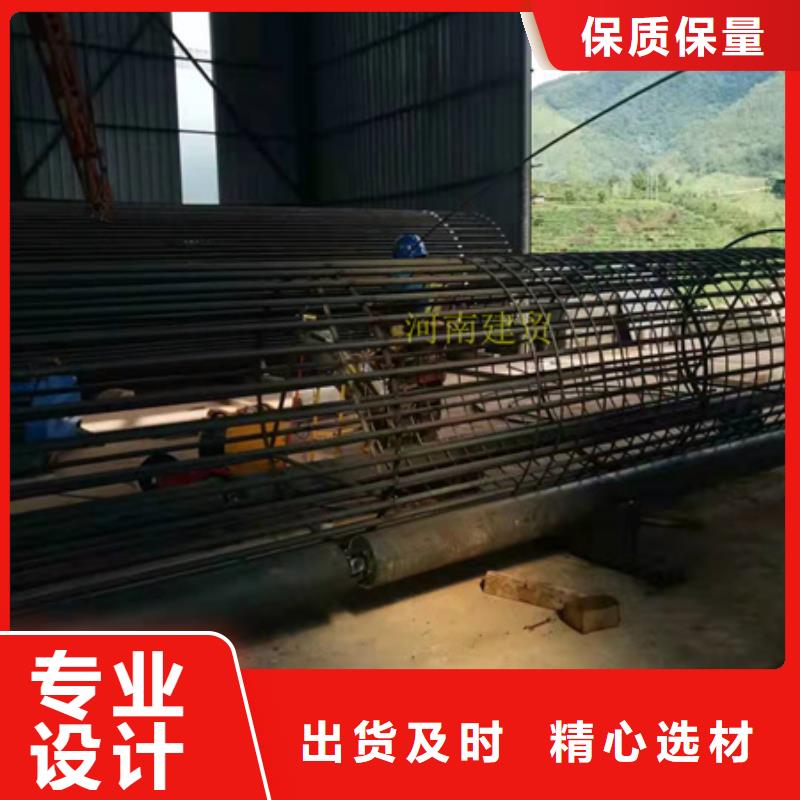
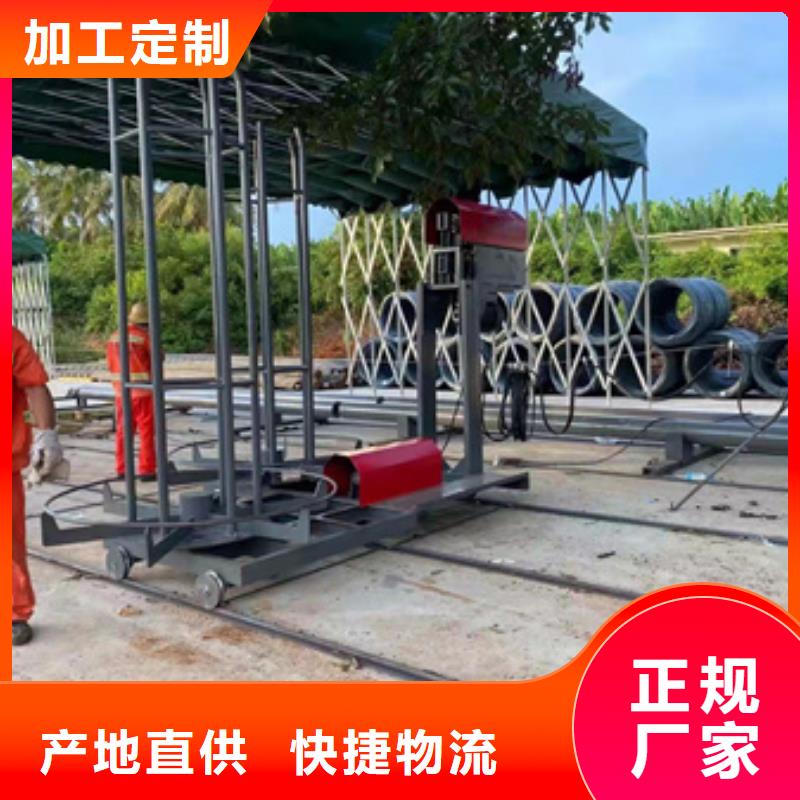
绕筋机主机;含机架底座胶辊传动等。胶辊带动钢筋笼转动,按图纸设计间距,配合小车缠绕箍筋成型。一般不建议在设备上进行骨架制作,会影响生产线效率。钢筋笼起吊时,要求吊车司机操作准确平稳,对准桩位。焊完一节主箍筋,低速转动胶辊,抬第二根主筋焊接。此时按选定生产工艺确定方向,采用卡具比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。 质量稳定机械化作业不受人为因素影响,长时间工作可稳定质量不变。适合各种主筋箍筋数量形式型号大小长度的设计要求,不会因设备功能而影响钢筋笼设计或不能上机生产。转运便捷组合式设计使搬运安装生产等不依赖起重设备,适应工厂化大批量固定生产和施工现场分散的机业。功耗低总功率不到KW同步工作不到KW节能而且不影响总电容的配比。流水线形式施工不受各工序影响,不间断完成主筋箍筋焊接成型绕筋施焊等全部。

绕筋机本设备具有以下优点:(1) 设备只需1人操作;(2) 高质量:计算机控制系统可以确保纵向钢筋非常好地处在一条直线上;(3) 计算机控制系统可以控制螺旋筋间距,钢筋笼不会出现扭转现象。(4) 具有焊接机器人,实现自动焊接。若采用划线分度工艺,则不分反向。用其他制作骨架时,考虑骨架存放区布置,更可以采用骨架模具生产骨架。人工生产骨架要注意整体布局,合理安排场地,骨架制作、骨架存放与转运,各工序之间尽可能互不,流畅,尽可能实现流水线生产方式。为保证骨架不变形,吊装时须用两点吊吊点设在骨架的下部,第二吊点设在骨架长度的中点到三分点之间。在加强筋内加焊十字支撑,起吊时先提吊点,使骨架稍稍提起,再与第二吊点同时起吊,待骨架离开地面后,吊点停止起吊,继续第二吊点。起吊要垂直,骨架入孔时应慢慢下放,严禁碰撞孔壁。吊绳要采用四根一样长的,切不可采用两根对折吊装钢筋笼。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接机器上骨架制作;备齐一节钢筋笼所需箍筋按位置平放两铁辊上,将一根主筋抬放于铁辊长度上方,好起始尺寸,箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。钢筋笼成型机基本工艺流程:上料→穿筋(主筋)→固定→搭上箍筋→开始焊接→正常焊接→终止焊接→切断箍筋→分离固定盘→松筋→分离移动盘→卸笼→降下液压支撑→移动盘归位产品特点:1、进口PLC变频控制,伺服电机驱。
攀枝花新型钢筋笼滚焊机-新型钢筋笼滚焊机批发 jmc
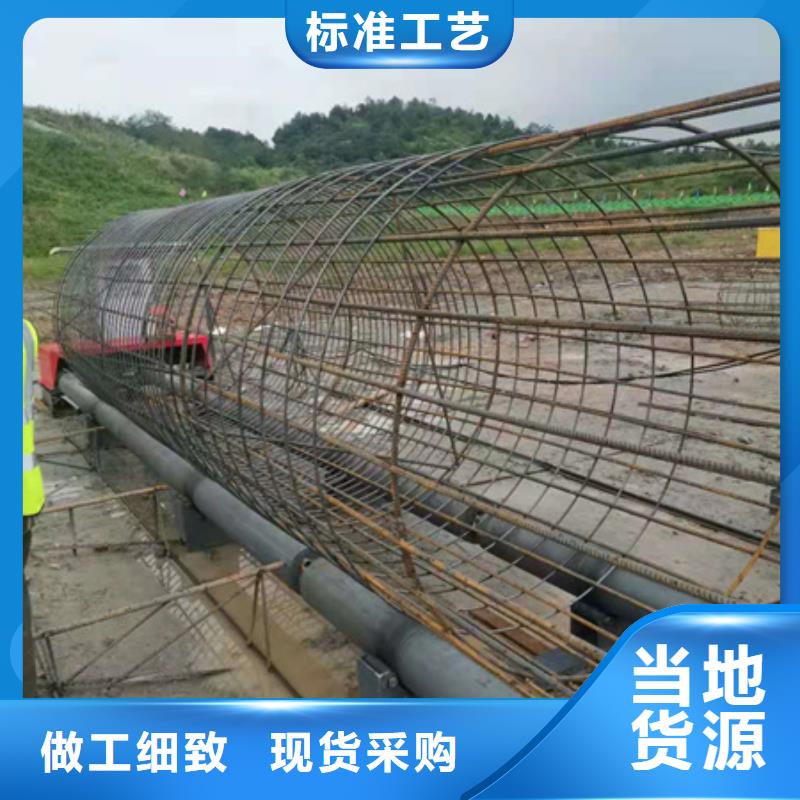
河南建贸机械设备有限公司设备先进服务好共同努力下,百吨河南建贸机械设备有限公司设备先进服务好“庞然大物”沿着预定河南建贸机械设备有限公司设备先进服务好轨迹,精准前行至预定目标。西北项目管理部承建建贸机械的弯曲中心好用还优惠志靖公路全长公里,墩山隧道全长米,年月日进洞施工,施工期间克服河南建贸机械设备有限公司的弯箍机效率高隧道渗水雨季材料运输困难施工用电短缺材料价格上涨等各种困难,于年月日顺利完成隧道贯通。此次贯通,鼓舞河南建贸机械设备有限公司的弯箍机效率高士气,坚定圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架、小车直行,缠绕筋拉动圆盘自行转动。调速;按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速至接近该数值为宜,并记住变频调定值备用。也可直接在钢筋笼上测量与要求的间距值。在主机速度确认不变后,根据变频器初始参数0-50均分并计算,可以快时间调到所需数值。确认的一个或几个数值记录备用。场地足够时可以不用小车上的圆盘,在一定距离上将盘圆材料后倒卧放,缠绕筋直接通过放线器进行绕筋绕筋机工作,也可以用调直机配合小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。
<攀枝花>建贸机械设备有限公司管理系统:国内钢筋加工行业的管理工作还有很大的空间,有关公司针对钢筋加工开发的管理软件还没有在实际生产中发挥应有的作用。钢筋加工原本与工程施工捆绑在一起的,有的单位为了推行钢筋的集中加工配送,钢筋笼绕筋机把钢筋加工剥离出来单独处理,这样在管理上就存在扯皮现象,有时会严重影响生产效率的发挥。另外,大部分加工厂主要针对一个项目开展工作,施工中对成型钢筋的需求很不均衡,一般都有窝工现象,也会影响生产效率的发挥。人员培训:国内一般加工厂不太注重生产人员的培训工作,技术方面往往依赖设备供应商支持。对于钢筋加工厂来说,稳定熟练的工人队伍,对提高生产率非常重要。主要参数:小钢筋笼直径:400mm;大钢筋笼直径:2800mm;大钢筋笼长度:36m;箍筋直径范围:6-16mm;可以根据用户要求定做设备 > 采用ABB、Panasonic等进口电控元器件,确保设备运行稳定; >> 设备操作简单、人性化,单人。本设备具有以下优点:(1) 设备只需1人操作;(2) 高质量:计算机控制系统可以确保纵向钢筋非常好地处在一条直线上;(3) 计算机控制系统可以控制螺旋筋间距,钢筋笼不会出现扭转现象。(4) 具有焊接机器人,实现自动焊接。若采用划线分度工艺,则不分反向。用其他制作骨架时,考虑骨架存放区布置,更可以采用骨架模具生产骨架。人工生产骨架要注意整体布局,合理安排场地,骨架制作、骨架存放与转运,各工序之间尽可能互不,流畅,尽可能实现流水线生产方式。数控钢筋笼绕筋机厂家加速建筑行业机械化,建筑行业一直以来是中国来百姓所关注的行业,建筑行业的点点滴滴都让我们看在眼里。往常人们对建筑行的工作了解是工作量大,进度比较慢,效率低。尤其是钢筋工作,建筑离不开钢筋,通常要对钢筋进行弯钩,切断,除锈等等很多工作。新型数控全自动钢筋弯箍机应运而生,钢筋笼绕筋机取代人工,迎来行业变革,使得效率大大。